

快盈1联系人:13650014986(吴先生)
电 话:0769-83775561
传 真:0769-83775561
邮 箱:minghan201888@163.com
快盈1网 址:zsepower.com
地 址:东莞市清溪镇清溪莲塘路2号
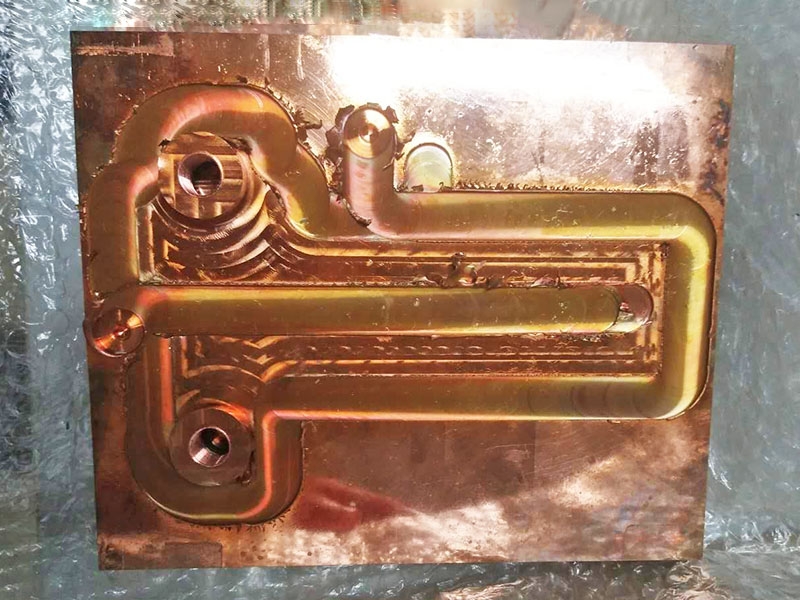
搅拌摩擦焊工件加工是机械操作,机械操作最重要的就是严谨,执行标准的做法,这样产品的制作才不会出纰漏。工件在加工过程中的注意事项是什么?一:在高模制精密零件,在主轴指示器工具的应用被检测到,使得3米内的静抖动控制,或更换需要重新工具架夹持系统,如果有必要的话;二:搅拌摩擦焊加工快盈1无论是首次通过加工的零件,还是一个周期性重复生产加工的零件,加工前都必须严格按照设计图样工艺、程序和刀具结构调整卡,进行逐把刀、逐段程序的检查人员核对,尤其是企业对于工作程序中刀具长度补偿和半径补偿处,必要时再做试切;cnc加工中心三:单段试验时,快速开关必须置于低档;四:每个工具第1次使用时,必须进行验证是否匹配到补偿值的实际长度;五:在程序进行运行中,要重点研究观察数控技术系统上的几种显示;六:坐标显示,可以了解刀具运动点在机床坐标系和工件坐标系中的当前位置,了解本程序段中的运动量,残馀运动多少等;七:寄存器和缓冲寄存器显示,内容块可以看出,正在执行中的指令的下一个块中的每个状态。八:主程序和子程序显示,可了解正在执行工作程序段的具体研究内容。cnc加工中心九:对话显示画面,能了解机床电流主轴转速,电流切削进给速度,主轴每次旋转切削进给量,主轴电流切削载荷和每次行程载荷主轴每次旋转切削进给量计算相应刀具每次切边量;十:当进料切口再次,在30〜50毫米运行在工件表面上的工具,对保持在低速,验证剩余的坐标轴和坐标X的值时,如果Y轴坐标值是一致的与图案;十一:对一些有试刀要求的刀具,采用“渐进”的方法。例如,镗孔,可先试一小段长度,检测一个合格后,再镗到整个工作长度。

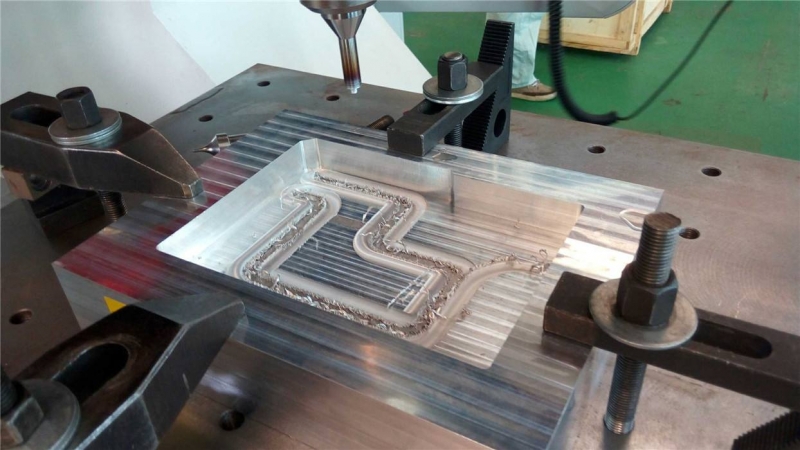
搅拌摩擦焊加工厂使用过程中刀具进行半径可以补偿系统功能的刀具相关数据,可由大到小,边试切边修改;十二:试切加工,更换刀具及附件后,必须重新测量刀具长度,修改刀具补偿值和刀具补偿号;cnc加工中心十三:要注意检索光标位置是相当准确的,并观察机床的运动方向和坐标是正确的;十四:程序进行修改后,对修改以及部分一定要仔细分析计算和认真核对;十五:在手动进给和手动连续进给操作中,必须检查各开关选择的位置是否正确,找出正、负方向,识别键和设定的进给速度或脉冲速度,然后进行操作。





 咨询热线:
咨询热线:

